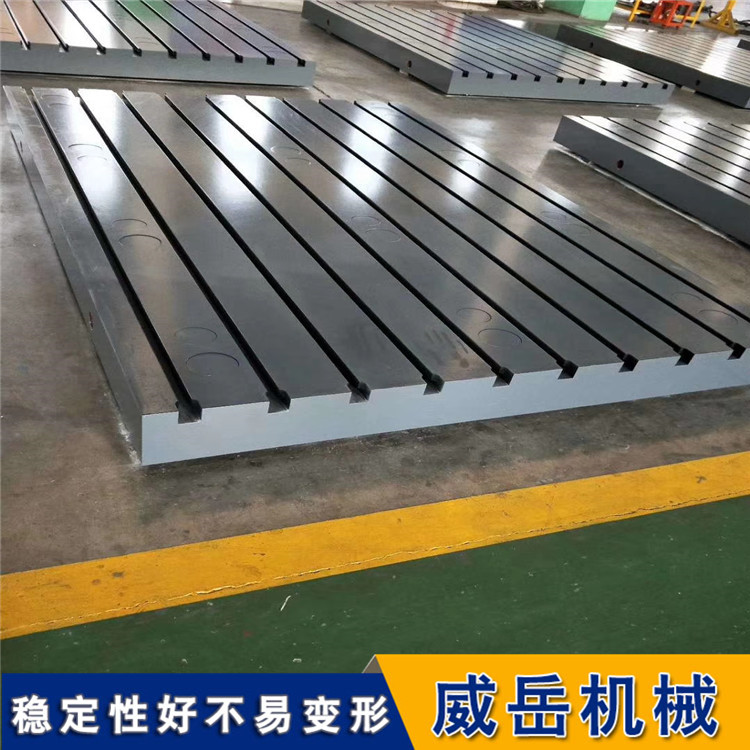






铸铁机床工作台,你了解多少?
机床工作台精度等级有00、0、1、2、3级.T型槽平台工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等.机床工作台材质为(HT200~300),工作面硬度HB170~240.经过两次时效处理(人工时效及自然时效2~3年).
机床工作台平板广泛应用于动力机械设备的装配、调试、焊接、铆焊用的基准.机床工作台用于工作时又称T型槽平台,用于产品或设备装配时又称T型槽装配平台,用于电机或振动机械试验时又称为T型槽试验平台或电机试验平台,T型槽平台用于为机床配套时又称机床平台或机床工作台,总之,T型槽平台用途广泛,表面带有T形槽,可以固定机械设备.采用灰口铸铁HT200-250,工作台面硬度为HB170-240,铸件经过两次人工退火600℃-700℃或自然时效2-3年,去除内应力,精度稳定,能好.
机床工作台厂家需要根据工艺要求以及工作台的结构特点,来确定合理的浇铸方法,一般的话都是采用低注式或者是顶注式.冒口和浇口的安放位置要合理,大小要适宜,这样才不会影响工作台的收缩,方便铸件排气、落砂和清理,在铸造的过程中,我们应该要尽量减小工作台铸型的尺寸,简化造型操作,来降低劳动力和节省型砂的用量.根据机床工作台工艺要求和铸件的结构,来合理的选择冒口的形状、大小和安放的位置.在对于木模的要求上也是严格的,木模的轮廓完整,没有破损、裂纹以及残缺.工作台木模的表面也要光洁,尺寸要符合图纸上面的要求.并且在制作木模的时候,也要时常的进行尺寸的校验.厂家在选择砂箱的时候,尺寸应该根据木模的规格来确定,大型箱和中型箱需要焊接箱筋.
机床工作台在很多工种当中都会用到,像钳工装配、焊工焊接、检验员检验等等,一般我们使用的机床工作台都是经过人工刮研处理的,精度是比较高的了.今儿咱们介绍的不是刮研的机床工作台而是采用人工研磨工艺加人的铸铁平台,它被称为铸铁研磨平台.机床工作台般是作为研具来使用,也有一些工厂会用它来做零部件的检测.机床工作台的研磨是在精加工基础上用研具和磨料从工件表面磨去一层金属的一种磨料加工方法.
1.研磨的种类
机床工作台湿研将液状研磨剂涂敷或连续加注于研具表面,使磨料(W14~W5)在工件与研具间不断地滑动与滚动,从而实现对工件的切削.湿研应用较多.干研将磨料(~)均匀地压嵌在研具表层上,机床工作台研磨时需在研具表面涂以少量的润滑剂,干研多用于精研.
工作台指的是进行实验的地方,有提供小型实验的、具有规格标准的基准平面,也有提供大型实验的仪器设备等.机床工作台主要用于各种机械及其它产品的试验、拼接等各种用途.平板在检定或测试中一般用作基准面.机床工作台适用于以涂色法实验工件表面平面度,或作为实验工作的辅助工具,机床工作台表面有T型槽,可以用来固定实验设备.
机床工作台应用在动力机械设备的装配、调试、焊接、铆焊,这种产品表面带有T形槽,可以固定机械设备.机床工作台采采用好细密的灰口铸铁或合金等材料制造,其工作面硬度应到170-220HB.机床工作台为什么要采用灰铁做原材料呢1.灰铸铁的取材方便,而且费用较低,一般是铸钢的-.因此,对于机床工作台这样要求不太高的铸件,灰铸铁是主要材料,我国已经制订了机床工作台灰铸铁件,其排号和力学性能可参见GB9439-1988.
联系人威岳机械谢女士