
阳极管拉挤制作模块尺寸要求
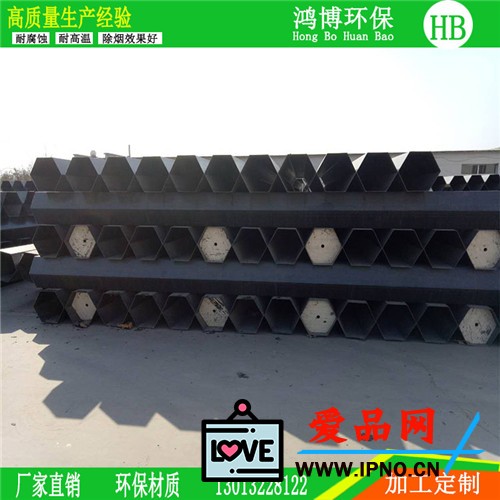
玻璃钢阳极管成形工艺是在拉挤成型机的牵引下,采用无捻玻璃纤维粗纱、玻璃纤维毡等增强材料,在树脂浴中浸渍树脂,经模具加热成型,制成玻璃钢型材的机械化复合材料成形工艺.
荷电烟尘(雾)在电场力的作用下到达收尘电极以后,烟尘(雾)上的电荷变与收尘电极上的电荷中和,从而使颗粒恢复中性,如烟气含湿量较大,则可以自流至底部的集液装置,吸附在收尘极上尘(雾)则通过定期的冲洗来将尘(雾)洗涤下去.
技术说明
1、湿电玻璃钢阳极管使用环境:脱硫塔后饱和湿烟气,温度小于60℃,烟气平均气速3m/s,PH在1-3之间,氯腐蚀浓度较高 .长期耐温80℃、耐酸(pH1-3)、耐氯腐蚀,长久耐用不疲劳形变、裂纹、断裂.玻璃钢管应保证其平直,无裂缝.单根玻璃钢管总长垂直度偏差不得大于2mm,阳极模块各管中心线平行度误差不大于3mm.模块整体尺寸偏差不大于5mm.
2、使用环境:脱硫后饱和湿烟气,温度小于60℃,烟气平均气速3m/s,具有酸腐蚀性(pH1-3)和氯腐蚀.
3、湿电玻璃钢阳极管技术指标
4、主要材料要求:主要材料选用下表要求的公司生产的产品、
5、复合结构各层树脂含量大于35%.
6、脱模剂
根据模具的材质选用合适的脱模剂,禁止使用脱模塑料,不能使用对玻璃钢性能有影响的脱模剂.投标商对脱模方式提供专题详细说明.
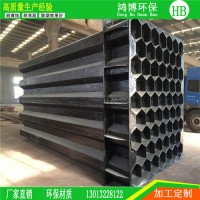
7、 集尘阳极单管的成型
由于阳极管尺寸偏差对除尘效率和系统性能有重大影响,产品采用模具挤压一次成型,不接受手糊成型产品.要求确保固化度,保证巴氏硬度≮50.我公司可对生产线提供详细描述,说明生产线相关情况、质量控制手段、工效以及影响产品生产工效、性能的-说明.
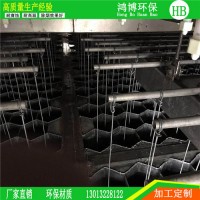
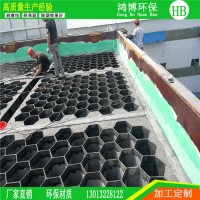
8、集尘阳极模块的成型
把单管组装成集束时,必须保证粘接可靠,采用必要的工装模具,保证法兰平整,尺寸满足公差要求.
9、集尘阳极模块外表涂装
暴露在外的电极管束外表面必须用耐候性玻璃钢材料进行涂装,涂装前先进行打磨清除毛刺,对于被油、蜡类物质污染的表面,应用溶剂清洗干净.涂装厚度应大于5mm以保证整体刚度.
10、操作环境
工厂制作的环境湿度应小于85%(湿度过大将影响固化),使用乙烯基树脂时环境温度度必须大于10℃,否则将会对产品质量造成重大影响.不满足条件的,监造人员有权下停工,拒不执行的购买方可拒收.
11、阳极管及模块尺寸要求:
a) 阳极管断面尺寸及圆度偏差为±1mm,厚度偏差±0、25mm.
b) 阳极管长度偏差为±2mm.
c) 阳极管模块承载法兰:其长度及圆度偏差±10mm,上法兰厚度大于20mm,下法兰厚度大于25mm,偏差为≤5mm;平面度小于3mm,累积偏差不大于10mm.(法兰厚度具体需计算说明)
d) 阳极管模块下端面法兰:长度或宽度偏差<±10mm;法兰厚度应大于15mm,(具体需计算说明);平面度小于5 mm.
e) 筋板高度≥380mm,厚度偏差为0~5mm,间隔距离≤750mm;模块外表面加厚厚度不小于5mm(若有);
f) 承载法兰高度不小于400mm.阳极管束相邻管中心间距偏差小于±1mm,同一直线方向两远管中心间距偏差小于±8mm
g) 支撑强度计算及加筋法兰布置需要向招标方提供计算书,并经招标方确认.
12、使用寿命.
阳极模块采用材料和成熟工艺制作,长期工作在使用条件下不疲劳形变、裂纹、断裂.
阳极管拉挤制作模块尺寸要求是泊头鸿博环保设备有限公司的主要产品,我们的产品负责人是张云霞,我们的地址是河北省沧州市泊头市齐桥镇李码头村,期待与您的合作!