
2参数计算
在设计数控机床时,其主轴部件是需要计算的,在设计时需要整合机床运行期间的基本参数,并考虑机床的切削功率、总功率、传动功率等因素,然后根据要求进行设计.随着当今数控机床机械结构在设计上的不断优化,数控机床的加工范围也得到进一步扩大.在设计时,结合实际的机械结构加工要求、具、转速变化状况来进行设计[2].
进给设计与制造技术
进给设计其实就是与X、Y、G轴有关的设计,能直接影响机床的整体质量,这是设计的核心步骤.1)X轴进给.X轴进给主要由伺服电机、连轴器等七大部分组成.其中,伺服电机是数控机床动力的主要来源,并能实现无调速;同时利用滚珠丝杠使数控机床保持直线运动,终确定其运动轨迹.2)Y轴进给.Y轴进给与X轴进给在组成上是没有多大区别的,也是由七部分组成,这其中伺服电机与无调速关联密切,电机工作后,联轴器工作,螺杆旋转,就开始直线运动,也就带动Y轴运动.在设计时,要掌握好滚珠丝杆的固定和游动状态,调整好轴承支撑座,这样就可以使数控机床在设计时的复杂度降低[3-4].3)Z轴进给.Z轴进给相比于X、Y轴进给的数控机床组成少了一部分,Z轴进给只有六部分组成,在无调速基础上,可以带动联轴器、螺杆旋转的同时,丝杠螺母座也开始直线运动.当然在这其中,滚珠丝杆依然有固定、自由两种模式.这种在简化设计的同时,还可以降低数控机床的复杂性.
3结束语
随着数控机床在机械操作方面自动化程度的,必须对数控机床进行相应的系统化升级与优化,只有这样才能规范数控机床的操作,从而增加其稳定性与系统性.
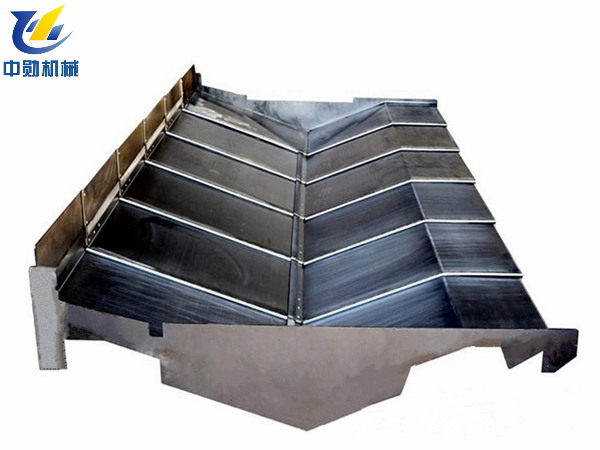
 为一节节的,似抽屉式伸缩.护罩在工作中分别安装在X轴、Y轴和Z轴三处,每处的护罩形状、尺寸大小均不同,具体的参数请(产品资料再次被他人盗用)随着制造企业的发展,数控机床与具数量、品种的增加,传统的机床具管理已不能满足企业信息化、智能化发展的需要.为了 、准确的识别具、更新具偏置值,将射频设备应用于机床具管理已成为机床用户的新选择.目前具自动识别主要有两种:1)采用PC或PLC与RFID处理器的通信,再由PC或PLC与机床通信交换信息[1,2];2)采用机床与RFID处理器直接通信.相比较而言,后者无需额外配置PC、PLC等设备,具有通信环节简化,成本低等优点,是机床用户的方案.文中以巴鲁夫处理器与FANUC0iMD数控加工中心的直接通信为例,给出了系统硬件组成、总线参数配置、PMC编程方法,基于此实现了数控具的自动识别与偏数据的自动录入,为机床具智能化管理提供了新思路.
为一节节的,似抽屉式伸缩.护罩在工作中分别安装在X轴、Y轴和Z轴三处,每处的护罩形状、尺寸大小均不同,具体的参数请(产品资料再次被他人盗用)随着制造企业的发展,数控机床与具数量、品种的增加,传统的机床具管理已不能满足企业信息化、智能化发展的需要.为了 、准确的识别具、更新具偏置值,将射频设备应用于机床具管理已成为机床用户的新选择.目前具自动识别主要有两种:1)采用PC或PLC与RFID处理器的通信,再由PC或PLC与机床通信交换信息[1,2];2)采用机床与RFID处理器直接通信.相比较而言,后者无需额外配置PC、PLC等设备,具有通信环节简化,成本低等优点,是机床用户的方案.文中以巴鲁夫处理器与FANUC0iMD数控加工中心的直接通信为例,给出了系统硬件组成、总线参数配置、PMC编程方法,基于此实现了数控具的自动识别与偏数据的自动录入,为机床具智能化管理提供了新思路.
高峰MM-1580加工中心XYZ轴CNC钢板防护罩是河北中勋机械制造有限公司的主要产品,我们的产品负责人是韩云,我们的地址是河北省沧州市盐山县盐山镇西三里村,期待与您的合作!